
|
CK6140車床機械手上下料系統
1. 前言
由于工業自動化的全面發展和科學技術的不斷提高,對工作效率的提高迫在眉睫。單純的手工勞作以滿足不了工業自動化的要求,因此,必須利用先進設備生產自動化機械以取代人的勞動,滿足工業自動化的需求。其中機械手是其發展過程中的重要產物之一,它不僅提高了勞動生產的效率,還能代替人類完成高強度、危險、重復枯燥的工作,減輕人類勞動強度,可以說是一舉兩得。在機械行業中,機械手越來越廣泛的得到應用,它可用于零部件的組裝,加工工件的搬運、裝卸,特別是在自動化數控機床、組合機床上使用更為普遍。
1.1 設計目標
目前,我國大多數工廠的生產線上數控機床裝卸工件仍由人工完成,其勞動強度大、生產效率低,而且具有一定的危險性,已經滿足不了生產自動化的發展趨勢。為了提高工作效率,降低成本,并使生產線發展成為柔性制造系統,適應現代機械行業自動化生產的要求,針對具體生產工藝,結合機床的實際結構,利用機械手技術,設計用一臺上下料機械手代替人工工作,以提高勞動生產率。本機械手主要與數控機床組合形成生產線,實現加工過程的自動化和無人化。
1.2 設計原則
1) 必須滿足客戶對產品功能和服務的要求。工程機械提供給客戶的不僅是產品的功能,還包括支持這些功能的售后服務。因此設計過程中既要針對產品的不同功能特點,又要使產品具有良好的維修方便性。
2) 符合國家的產業發展政策和有關的法令、法規。
3) 堅持標準化、通用化、系列化的“三化”原則。
4) 符合社會對環境保護的要求。
5) 符合技術創新的規律,重視對知識產權的保護。
6) 從企業的實際工藝水平和生產能力出發,強調設計與工藝、生產相結合。
1.3 設計依據和參考標準
成都海科工控設備有限公司致力于工業自動化,在西部地區享有盛譽,我們擁有技術實力雄厚的技術團隊和豐富機器人運用經驗,我們與世界一線知名品牌進行合作如:安川、那之不二、雄克、臺達、力士樂和上銀。本次項目選用安川6關節機器人MH24、雄克、上銀和臺達,為項目的開展提供了雄厚的技術團隊。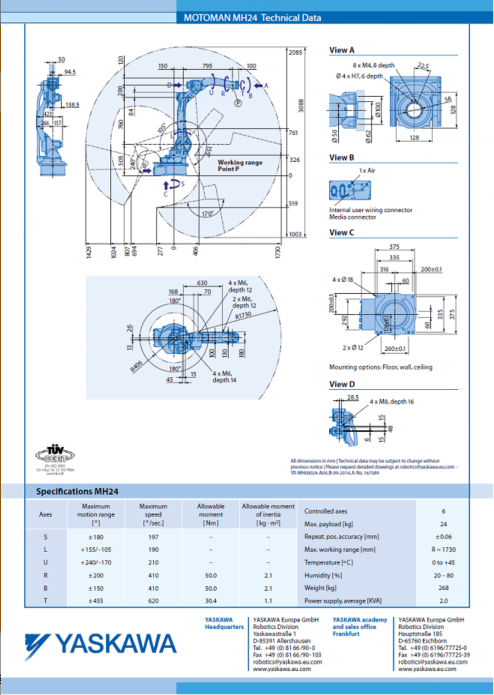
1.3.1 適用范圍
CK6140機床機械手上下料方案是針對重慶順風極力機械廠CK6140數控車床開發的專機,適應本廠的作業流程和位置布局,如有其它需求請與我們聯系。
2. 系統概述
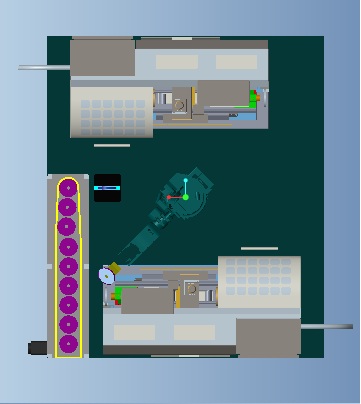
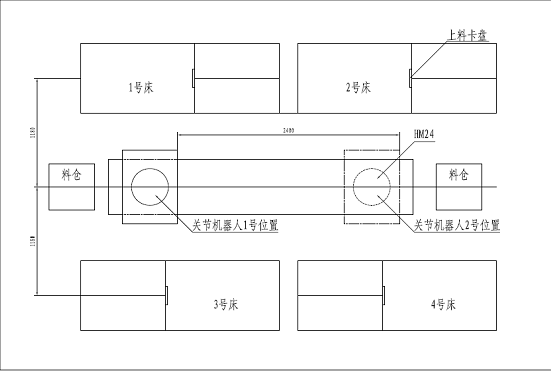
CK6140機床機械手上下料方案是機械人、機床、電氣和各種檢查手段于一體的綜合性的項目,各個部件有條不紊的工作相互協作,完成產品的生產。布局如圖1:
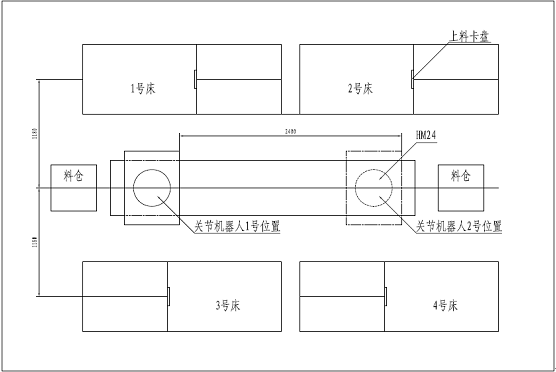
圖1
2.1 系統的主要功能
CK6140機床機械手上下料由如下基本部分組成: CK6140數控車床、MH24多關節機器人、雄克氣爪系統、第七軸、翻料工作臺、機床門開關和來料輸送線/取料輸送線,本套系統為了效率提高機械手的效率采用了雙料倉設計。
2.1.1 功能闡述
MH24機器人: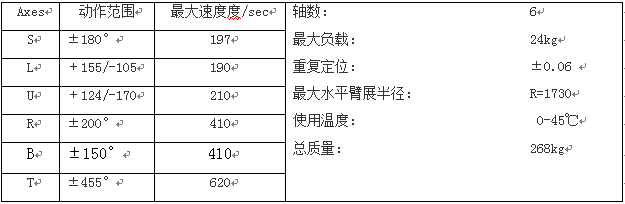
MH24機器人配合雄克的氣爪和翻料工作,完成CK6140車床的上料、下料和工件的翻轉,是本項目得以實施的關鍵部件。
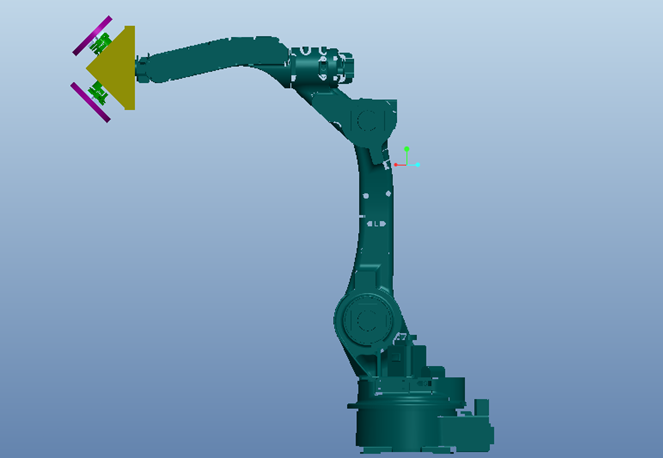
圖2
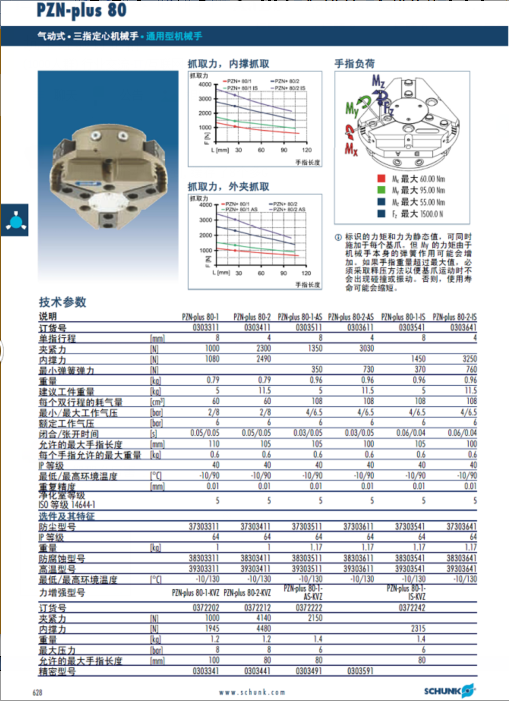
雄克氣爪:
本次方案設計選用雄克氣爪PZN-plus 80-1-IS和雄克彈簧壓緊件A-PZN-Plus 80。PZN-plus 80-1-IS參數如下:
單指行程:8mm;
內撐力:1450N
彈簧彈力:370N
重量:0.96kg
閉合/張開時間:0.06/0.04s
重復精度:0.01mm
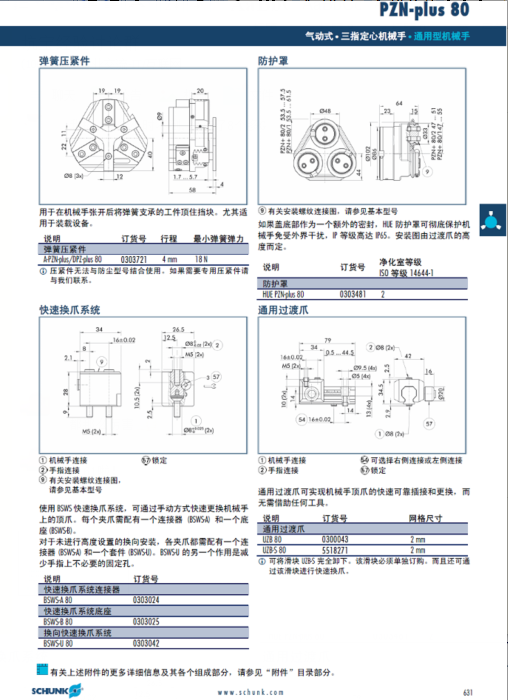
A- PZN-plus 80用于在機械手張開后將彈簧支承的工件頂住擋塊,使用與裝載設備。
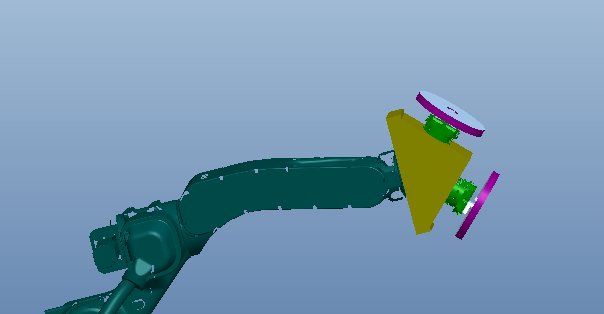
圖3
第七軸:
通過圖1可知1號機床到2號機床(3號機床到4號機床)上料需要機械手行走2.4米,就需要第七軸完成,第七周設計選用上銀高精度直線導軌、滾珠絲桿、臺達伺服和PLC完成與MH24機器聯動,從而滿足本方案的實施。
平均速度:400mm/s;
重復精度:±0.08mm;
翻料臺:
精心設計翻料臺,充分的利用6關節機械手的多自由度,降低成本。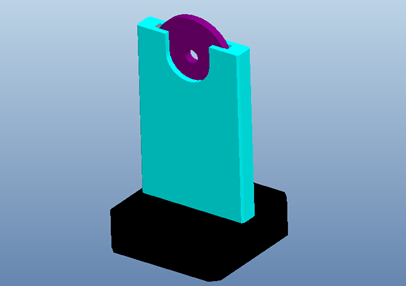
圖4
自動機床開關門:
CK6140車床的倉門開關需要做自動開關控制,滿足車床主軸停車且機器人來到倉門(需要添加檢測傳感器),倉門自動開啟。機器人取完料退出倉門,檢測開關收到信號,車床主軸收到信號開始工作。
來料輸送線/取料輸送線:
方案設計采用優化設計為盡可能提高效率,采用雙來料倉和出料倉(示意圖1),讓機器人盡量就近取料和放料,方案做的輸送來運送工件,在輸送線的末端做工裝定位,采用機械式保證設定原點。備用方案可做旋轉料架和視覺系統來抓取工件原點,相對于機械式成本更高。
2.1.2 生產節拍分析
根據生產流程后做一下生產節拍,分析時候是預先打開機床艙門,單臺機床的上下時間T1≥16s,1對4的標準上料和下料T≥64s。
如下視頻:詳見附件。
3. 系統結構和配置
3.1 系統總體邏輯結構
系統總體邏輯結構如圖 1所示。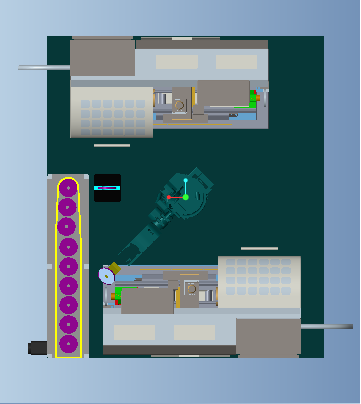
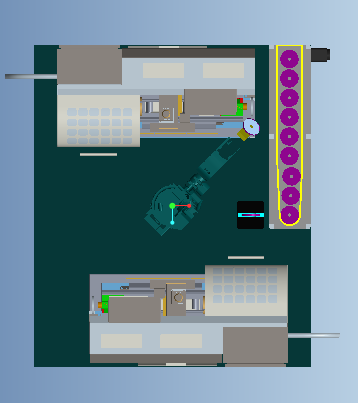
圖 1系統總體邏輯結構圖
4. 安裝調試培訓及驗收
4.1 安裝調試
1、賣方負責在買方現場完成所承制設備的安裝,買方提供行車、叉車及用電用氣、人員等的支持。
2、賣方在買方現場完成合同規定工件的單機和系統調試工作。
4.2 機器人及系統的操作培訓
1、 機器人操作基礎培訓(在海科工控設備進行1人次3天的操作培訓)。
2、 賣方對買方進行系統操作編程培訓指導(在安裝現場進行2天)。
3、 涉及買方人員的差旅和交通住宿等費用未包含在內,由買方自行承擔。
4.3 驗收
驗收分為預驗收與終驗收。預驗收在賣方工廠進行,終驗收在買方工廠進行。
在設備達到以下條件時,買方必須進行預驗收和終驗收:
4.4 提供資料
賣方向買方提交如下技術資料:
1、 系統使用說明書:中文版1套。
2、 機器人操作說明書、保養說明書:中文1本。
3、 機器人控制器說明書:中文1本。
4、 電氣圖紙(原理、接線、柜內布置、電纜清單):1套(pdf格式)。
5、 設備(如:抓手、傳送帶)總裝圖紙及易損件零件圖:1套(pdf格式)。
6、 備件清單。
5. 質量保證
1、 質保期:機器人系統終驗收后一年內或機器人系統到達買方現場一年以內。
2、 在質保期間內,如果不是因為買方的責任而發生故障的情況下,維修用部品或者更換由賣方無償運輸至買方。
3、 即使在質保期間內,賣方將不承擔下述情況所發生的費用。
4、 購買后由于買受方或者第三者的不當修理、改造、轉移或者使用上不注意引起的損壞。
5、 由火災、水災、地震、雷電或其他不可抗力所引起的損壞。
6、 轉賣、轉讓、贈與第三方等情況。
7、 不按使用說明書上所要求的進行適當的維修保養作業而發生的損壞。
8、 即使在質保期間內,有關消耗品也不屬于質保的范圍。
9、 賣方的責任只限于本協議書所描述的內容,這之外的責任賣方不承擔。
6. 買方責任
1、 需向賣方提供準確、詳細的相關工件、設備及車間布局的圖紙及足夠的鑄件。
2、 負責對現場進行改造以適合機器人系統的安裝要求。
3、 確保滿足條款“5.環境條件”中的所有條件。并負責把電源氣源接到賣方現場指定位置。
4、 根據實際情況制作空調房。
5、 負責提供充足的現場調試用工件,以及保證周邊設備的正常運行。
6、 對機器人系統的安裝調試提供必要的水、電、壓縮空氣、叉車行車等的使用支持。
7、 在設備達到驗收條件時負責對設備進行驗收。

 川公網安備51012202001782
川公網安備51012202001782